咨詢熱線:
189 0152 2222
189 0152 2222
189 0152 2222
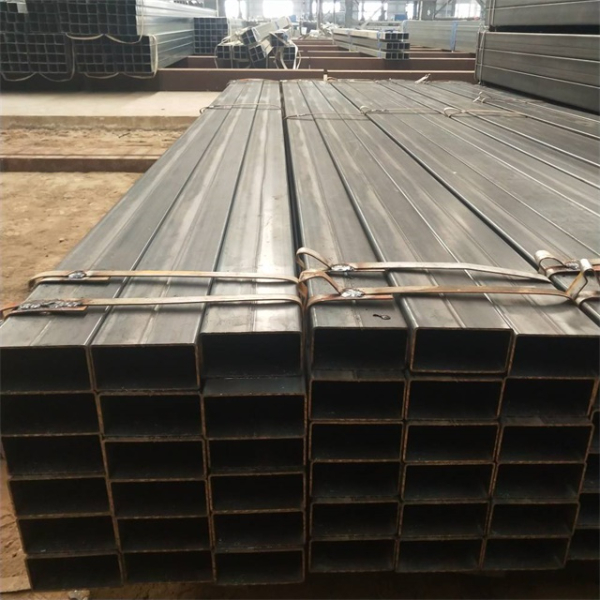
無錫矩形管焊接后開裂,核心原因通常集中在材料匹配不當、焊接工藝參數錯誤或焊后處理缺失這三個方面,需針對性排查解決。

1. 核心原因分析
材料與焊材不匹配
矩形管材質(如Q355B、Q235B)與焊接材料(焊條/焊絲)強度、成分不兼容。例如,用焊接Q235B的普通焊條(如J422)去焊高強度的Q355B,易因焊縫強度低于母材導致開裂。
焊材本身質量問題,如焊絲含硫、磷量過高,或焊條受潮未烘干,焊接時會產生氣孔、夾渣,間接引發開裂。
焊接工藝參數不合理
焊接電流過大,導致熱輸入量過高,使焊縫及熱影響區晶粒粗大,韌性下降,冷卻后易產生收縮裂紋。
焊接速度過快,熔深不足,焊縫與母材結合不牢固,形成“虛焊”,受力后易從焊縫根部開裂。
未采取預熱措施,尤其是在低溫環境(低于5℃)或焊接厚壁矩形管時,母材與焊縫溫差過大,冷卻速度快,產生內應力導致開裂。
焊后處理缺失或不當
焊后未及時進行去應力退火,焊接過程中產生的內應力無法釋放,在后續使用或搬運中引發開裂。
焊縫冷卻速度過快,如在室外大風環境下焊接未采取保溫措施,導致焊縫組織過硬,脆性增加,出現冷裂紋。
2. 解決與預防措施
1. 確保材料與焊材匹配
根據矩形管材質選擇對應的焊材,如Q355B管選用J506/J507焊條或ER506焊絲,Q235B管選用J422/J427焊條。
焊前檢查焊材質量,焊條需按要求烘干(如J507焊條烘干溫度為350400℃,保溫12小時),焊絲需清除表面油污、銹蝕。
2. 優化焊接工藝參數
根據矩形管壁厚調整焊接電流,一般壁厚35mm時,電流控制在100150A;壁厚58mm時,電流控制在150200A,避免電流過大或過小。
控制焊接速度,以每秒35mm為宜,確保熔池充分融合,避免出現未焊透、未熔合缺陷。
低溫環境(低于5℃)或焊接厚壁管(壁厚≥8mm)時,需對母材進行預熱,預熱溫度為80150℃,預熱范圍為焊縫兩側各50100mm。
3. 做好焊后處理
焊后立即對焊縫及熱影響區進行保溫緩冷,可使用石棉布覆蓋,待溫度自然冷卻至室溫后再移除。
對于承受載荷或重要用途的矩形管,焊后需進行去應力退火處理,加熱溫度為550600℃,保溫12小時后隨爐冷卻。
焊后及時清理焊縫表面的焊渣、飛濺,檢查焊縫外觀,若發現微小裂紋,需用角磨機打磨清除后重新焊接。
要不要我幫你整理一份無錫矩形管焊接工藝參數對照表?表格會按常見材質(Q235B、Q355B)和壁厚分類,明確推薦的焊材型號、焊接電流、預熱溫度等關鍵參數,方便你直接參考使用。
版權所有:無錫百利源鋼管有限公司
熱門標簽:江蘇方管 (60)方管 (45)規格 (40)材質 (35)生產工藝 (28)特點 (25)價格 (24)方矩管 (17)尺寸 (16)無縫 (15) 更多